Reutilización de levaduras
Escrito por Clara Bruzone
17 junio, 2020

¡Reutilizar levadura es la gloria! No puedo estar más de acuerdo con esta frase, algo a lo que le dediqué tiempo en los últimos años es a ayudar a las fábricas de cerveza a reutilizar. Pero cada vez que escucho a alguien decir que quiere reutilizar no dejo de pensar que si no lo hace a conciencia y está dispuesto a dedicarle el tiempo que necesita puede ser una pesadilla. Y si, dije tiempo y no sólo plata, porque creo que es mucho más el tiempo y el enfoque que hay que dedicarle a la levadura que la inversión que hay que hacer. Es por esto que me pareció que estaba bueno poder contarles algunos puntos que hay que tener en cuenta cuando queremos encarar la reutilización como una práctica cotidiana dentro de la fábrica. Tener un microscopio no es una condición excluyente, es una herramienta súper útil, pero que no tengamos uno no quiere decir que no podemos reutilizar. Hay muchas cosas que tenemos y podemos hacer antes de comprarnos un microscopio. La idea de lo que escribí no es darles una receta de cómo hacer para reutilizar, ojalá la tuviera, pero son tantas las variables que hay que tener en cuenta que sería un poco pretencioso creer que se puede dar una receta, pero espero que estos puntos los ayuden a empezar a implementar prácticas que les faciliten el proceso de empezar a reutilizar.
Antes que nada, lo que hay que entender y tiene que ser nuestra guía es que lo más importante para una reutilización es la calidad de la levadura. Y cuando hablo de calidad de levadura me refiero a dos aspectos principales, uno es que mi inóculo esté libre de contaminantes y el otro es que mi levadura este en óptimas condiciones fisiológicas para realizar una fermentación limpia y con el perfil que estoy buscando. Lo primero que hay que asegurar es que los protocolos de limpieza y sanitización sean efectivos, si esto falla en algún punto va a generar que el producto final no sea de calidad. Y para asegurar que el estado fisiológico de la levadura sea bueno tenemos que cuidar que las prácticas de fermentación que tenemos le generen a nuestra levadura el menor estrés posible, entendiendo que ya de por si las condiciones de fermentación son estresantes. Si no cumplimos con estos dos puntos no hay práctica de reutilización que funcione sin generarnos problemas.
Lo primero entonces es tener una fábrica libre de contaminantes. Consideramos como contaminante a cualquier microrganismo que se encuentre en nuestra cerveza que no sea aquel que fue inoculado. Y este punto es fundamental, porque cualquier mínima contaminación que tengamos la vamos a potenciar a lo largo de las sucesivas reutilizaciones. Claramente las técnicas de detección de contaminantes necesitan una inversión, un espacio y personal especializado para realizarlas, pero hay dos herramientas que todos tenemos a mano que podemos implementar para tener un control. La primera es la evaluación sensorial de nuestro producto, evaluar sensorialmente nuestra cerveza es fundamental y es una de las herramientas más poderosas qué tenemos. Sí, requiere una inversión en nuestro entrenamiento, pero creo que vale la pena. Muchas veces antes de hacerle un análisis de contaminantes a una muestra ya sabemos que está contaminada porque sensorialmente presentaba alguna característica que no correspondía. Por ejemplo, la presencia de fenoles (donde el descriptor principal es el olor a clavo de olor, dentista, especiado) en una cerveza donde no los estoy buscando puede estar indicando la presencia de levaduras salvajes. Pero para poder detectar características fuera de lo que buscamos hay que hacerse el hábito de probar el producto, si no lo hacemos constantemente es difícil que podamos detectar si algo está fuera de lugar. Otra herramienta que se puede implementar fácilmente y que no requiere de mucha inversión ni de un laboratorio es el Test de Mosto Forzado. Este es un test que nos indica el grado de limpieza y eficiencia que nuestros protocolos están teniendo. Resumidamente lo que se hace es recolectar muestras de diferentes puntos de la fábrica, siempre antes de inocular la levadura, y se cultivan en un lugar cálido (ideal 30°C), las muestras se observan cada 24hs en busca de presencia de turbidez y producción de gas lo que indica presencia microbiana. Si la producción de gas está producida por una bacteria, una levadura salvaje o la misma levadura cervecera que utilizamos no es lo que importa, ya que lo que nos indica este test es que nuestros protocolos de limpieza y sanitización deben revisarse. El protocolo detallado de cómo hacerlo pueden encontrarlo en ESTE LINK. Esta es una técnica sencilla y barata que permite tener un control básico sobre el estado de nuestra fábrica. Recién cuando estemos seguros de que no tenemos indicios de contaminantes es que podemos empezar a focalizarnos en la levadura. Y si tienen los recursos está bueno hacerse el hábito de cada tanto hacer un análisis de contaminantes con algún laboratorio especializado que tenga la capacidad de detectar los contaminantes más comunes en la industria cervecera.
Tener un microscopio no es una condición excluyente, es una herramienta súper útil, pero que no tengamos uno no quiere decir que no podemos reutilizar.
Conocer el comportamiento fermentativo de la cepa de levadura que uso es fundamental para la reutilización. Como les mencione antes la calidad de mi levadura es la base para una buena reutilización. Si tuviéramos una fábrica con todos los recursos tendríamos formas de chequear la calidad de la levadura usando diferentes técnicas con equipamiento que no es barato. Sin embargo, hay parámetros se pueden utilizar para determinar indirectamente la calidad de la levadura. Uno de los parámetros que es fácil de medir y no se necesita mucho equipamiento es la cinética de fermentación. Registrar el comportamiento fermentativo de nuestra levadura nos va a permitir comparar las diferentes fermentaciones y así poder detectar cuando algo está andando mal. Sé que parece una obviedad, pero a lo largo de estos años fueron pocas las veces que llegué a una fábrica y me pudieron responder a la simple pregunta de cómo es el comportamiento fermentativo de la levadura que usan. Para poder evaluar el comportamiento hay dos puntos importantes, uno es la cepa que utilizo y otro es la fábrica. Todas las cepas presentan características fermentativas diferentes, y esto es lo que las hace interesantes, qué capacidad atenuativa tiene, qué tan floculante es, cómo es su producción de compuestos de flavor, cómo es la interacción con el lúpulo, y podría seguir enumerando; y son estas características las que hacen que cada cepa tenga un comportamiento diferente dentro del fermentador, es por esto que hay que evaluar a cada cepa particularmente. El otro punto importante es conocer su comportamiento en la fábrica, cada fábrica tiene características únicas, desde el bloque de cocción, las recetas, la geometría de los fermentadores, etc y son estas características las que hacen que el comportamiento fermentativo de una levadura sea fábrica dependiente. Podemos compartir con otras fábricas experiencias e información a modo de guía, y soy fan de hacerlo, pero lamentablemente el trabajo de conocer mis fermentaciones y las estrategias de reutilización son particulares a cada fábrica y cada uno tiene que definirlas.
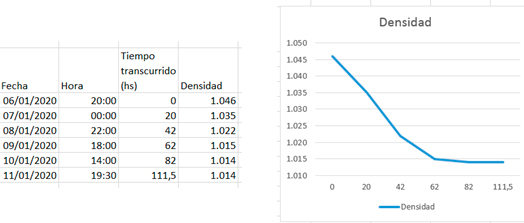
La forma más fácil de ver como se sucede una fermentación es a través de una Curva de Fermentación, y esta no es más que volcar en un gráfico la variación de la densidad en función del tiempo. Para esto se debe tener la densidad inicial e ir registrando la fecha y hora de sucesivas mediciones. Cuántas veces? Lo ideal es mientras están conociendo sus fermentaciones hacerlo dos veces por día y después idealmente con una medición diaria alcanza, igualmente cada uno sabrá determinar cuántas veces tiene que medir. Lo importante de esto es la relación de disminución de densidad en relación al tiempo transcurrido. En la Figura 1 tienen un ejemplo de una curva de fermentación:
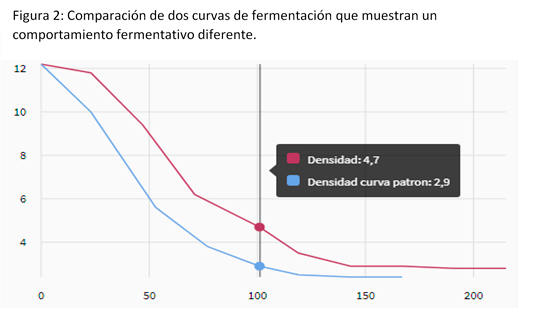
Para cada cepa hay que definir una curva patrón, o sea cuál es el comportamiento fermentativo que es representativo de una buena fermentación y así poder compararlo con las fermentaciones que están en proceso. En la figura 2 hay un ejemplo de dos curvas, una es la que se definió como patrón (curva celeste) y la otra es la de una fermentación que tuvo problemas (curva morada), gráficamente se puede ver rápidamente que hubo una variación importante en la curva de fermentación indicando que algo no anduvo bien. Indirectamente esta información me indica que la levadura inoculada probablemente no esté en un estado fisiológico óptimo, y esto es suficiente para definir que es una levadura que voy a evitar reutilizar. La curva de fermentación es algo que hay que seguir tenga o no tenga un microscopio, ya que permite detectar tempranamente algún problema, y así anticiparnos a la próxima fermentación, cosa que no podríamos hacer si solamente tomamos densidad inicial y final. Hace un tiempo IPATEC lanzó MicroBrew.AR, esta es una aplicación para celulares gratuita para el recuento y cálculo de inóculo de levaduras, y que además tiene herramientas que facilitan el seguimiento de las fermentaciones y reutilizaciones, permite el ingreso de las densidad, pero también se puede registrar pH y temperatura, que son parámetros que también ayudan al seguimiento de las fermentaciones.
Otro de los aspectos del comportamiento de la levadura que tenemos que evaluar es la sedimentación en el tanque, que es determinante a la hora de cosechar una levadura. Este comportamiento va a depender de la capacidad de floculación de la cepa, del volumen de fermentación, de las características del mosto, la geometría del fermentandor, y creo que a esta altura ya se dieron cuenta que otra vez esta es una característica particular para cada fábrica. La floculación es la capacidad que tienen las células de levaduras de unirse unas con otras formando agregados. Esta es una característica que depende de la cepa de levadura y de la presencia de calcio que haya en el medio. Encontrar la ventana de cosecha es fundamental, y esta va a estar definida por la sedimentación y la resistencia en el cono de la cepa. Es importante remarcar que cada día que la levadura pasa en el cono su calidad disminuye, entonces tenemos que determinar el punto justo para realizar la cosecha de la levadura priorizando su calidad, pero sin perder de vista que queremos llevarnos una crema de levadura con la mínima cantidad posible de cerveza. Ahora para tener una buena calidad de levadura tenemos que tener en cuenta su ubicación en el cono, imagínense un cono de un fermentador lleno de levadura, en reutilización siempre hablamos de que ese cono está dividido en tres partes la inferior, la media y la superior. La parte inferior está compuesta principalmente por células muertas, células súper floculantes y por lo tanto poco atenuativas, restos de lúpulo y trub, por lo cual es una porción que no es la indicada para reutilizar y que debemos descartar. La parte del medio es la sección del cono que queremos, es donde están las células vivas, de comportamiento medio que son las que nos queremos llevar a una próxima fermentación. Y después está la parte superior del cono, que está compuesta por levaduras de baja floculación las cuales tampoco queremos llevar a una próxima fermentación. Por lo tanto, para acceder a la fracción que nos interesa hay que purgar el tanque para descartar la primera parte. ¿Y cuánto purgo? bueno, esa es la parte que cada uno tiene que definir, la estrategia de purgas es particular a cada fábrica y a cada cepa, hay quienes en la medida que empiezan a tener levadura en el cono empiezan a hacer pequeñas purgas, o quienes al momento de cosechar hacen una primera purga grande. Pero para poder definir cómo van a ser las purgas y el volumen que van a sacar tienen que conocer su cono, cuánto volumen total de leva tienen, tienen que empezar a mirar la levadura cuando la sacan del fermentador. Vean los cambios de textura, entre la primera fracción y la segunda por lo general hay un cambio de textura la crema se vuelve más sedosa y menos grumosa, sientan el olor que tiene, que no tenga presencia de fenoles (si la cepa no los producía) o muy sulfurosa, esto puede indicar problemas de contaminantes o de estrés de la levadura. También un cambio en el comportamiento de floculación es una alerta para dejar de reutilizarla ya que puede deberse a una mutación, siempre y cuando los parámetros de fermentación no hayan cambiado. Si tienen alguna fábrica conocida que lo haga, vayan a visitarla y observen cómo lo hacen, y mejor si visitan más de una fábrica. Por lo general si la calidad de la levadura está bien a partir de un fermentador podemos sacar levadura suficiente como para inocular por lo menos tres fermentadores de igual tamaño. Pero ojo, si están empezando y no tienen microscopio vayan a lo seguro y úsenla para dos fermentadores, de esta manera se aseguran de no estar llevándose la última parte del cono. En cuanto al recipiente para cosechar lo fundamental es que se pueda limpiar y sanitizar bien, este es el punto clave para evitar contaminaciones, si van a usar recipientes de plástico sepan que cada pocos usos esta bueno cambiarlo. El tipo de recipiente va a depender del modo y posibilidades que tengan para inocular la levadura, por ejemplo, si la forma para inocular es por arriba del tanque claramente un cosechador de inoxidable no es el recipiente indicado, es mejor utilizar algo más parecido a un balde con tapa.
Volviendo un poco al principio, el foco en la reutilización está en tener una levadura de buena calidad y este es un punto en el que hay que trabajar, paralelamente a descartar la presencia de contaminantes en la fábrica, y a conocer el comportamiento de la cepa. Para esto es fundamental ajustar las condiciones de fermentación para disminuir el estrés de la levadura. No me voy a explayar en cómo disminuir los factores de estrés de las levaduras, porque hace un tiempo publicaron un artículo qué habla de esto: (Factores de estrés en levaduras) pero sí quiero remarcar algunas cuestiones pensando en la implementación de la reutilización. El control de la temperatura es fundamental, las fluctuaciones de temperatura durante la fermentación van a impactar negativamente en la calidad de la levadura. Otro aspecto fundamental para reducir el estrés y favorecer el buen estado fisiológico de la levadura son los nutrientes. El mosto de malta de densidad estándar cuenta con la mayoría de los nutrientes que la levadura necesita para reproducirse y fermentar correctamente, excepto por el oxígeno y el zinc. El zinc es un cofactor de la enzima alcohol deshidrogenasa, la cual es indispensable para la producción de alcohol, se necesita en una concentración de 0,15 – 0,3 ppm (máximo 1 ppm, ya que el zinc en alta concentración es tóxico para la levadura). El suplemento del mosto se puede hacer mediante el agregado de una sal (sulfato o cloruro de zinc) o algún suplemento comercial como por ejemplo Servomyces o SpringFerm™ BR-2. Otro requerimiento esencial a la hora de reutilizar es el oxígeno, este se necesita en una concentración de 8-10 ppm, resulta un poco más complicado de implementar ya que se necesita un tubo de oxígeno, un regulador y una piedra difusora que idealmente debe colocarse a la salida del enfriador. No sólo es complicado por el equipamiento que hay que adquirir sino porque no es fácil saber cuánto oxígeno estoy incorporando al mosto, a menos que lo mida con un oxímetro que es un equipo caro.
La disolución del oxígeno va a depender de tantas variables que es prácticamente imposible poder predecir la concentración de oxígeno que voy a tener. Entonces, si tienen la posibilidad de contratar a alguien que se los pueda determinar háganlo, para saber con su sistema cómo están, en base a eso lo van a poder ir ajustando. En caso de que no tengan la posibilidad pueden usar datos de otras cervecerías como referencia para aproximarse. Por ejemplo, para 500 L de mosto de 1.046 gr/cm3 a una temperatura de 20°C con caudal de oxígeno de 1,5 L/min durante 20 min a través de una piedra difusora de 2 cm de largo y 0,5 micrones de poro, la concentración de oxígeno en el fermentador es de 10,5 ppm. En este ejemplo ven los datos básicos que hay que conocer y controlar durante la oxigenación: volumen, densidad y temperatura del mosto, caudal de oxígeno, tipo de piedra difusora (largo y micraje). Es importante que quede claro que tener oxígeno es mejor que no tenerlo y que es mejor estar pasado de oxígeno que tener de menos. Las cervezas de alta densidad son otra historia, es necesario adicionar mayor cantidad de nutrientes, incluso deberán tener en cuenta de agregar algunos otros nutrientes, que si bien están en el mosto de malta pueden llegar a faltar. Estamos acostumbrados a usar levadura seca, esta es una levadura que por sus características de producción no necesita que le agreguemos ningún nutriente extra al mosto, directamente abrimos el paquete y la tiramos adentro del fermentador, incluso hoy nos dicen que no tenemos que ni hidratarla. Esto es algo que no podemos hacer con levadura reutilizada ni con levadura líquida, por eso para reutilizar es un tema que van a tener que resolver. Incluso es recomendable que si van a reutilizar partiendo de una levadura seca hagan el agregado de nutrientes igual, siempre está bueno darle mejores condiciones a nuestra levadura si vamos a pretender que mantenga su calidad a lo largo de varias reutilizaciones.

Comenzamos la reutilización
Entonces, si ya ajustaron las condiciones de fermentación, se aseguraron de no tener contaminaciones en la fábrica y conocen sus fermentaciones podemos empezar a hablar de la reutilización propiamente dicha. La clave en la reutilización es tener consistencia en la práctica, para poder mantener consistencia en el producto, esto incluye la fracción del cono que cosechamos, la calidad que tiene la levadura y la cantidad que inoculamos en una fermentación. La cantidad de levadura que inoculamos va a determinar cómo va a ser esa fermentación, tanto en cinética como en el aporte de flavor a la cerveza, y va a depender del estilo de cerveza que quiero hacer, de la cepa de levadura que vaya a usar, de la densidad del mosto y del volumen de fermentación. La cantidad de levadura a inocular se define utilizando la siguiente fórmula: Células a inocular = tasa de inóculo (células) x mL mosto x grados Plato del mosto. La única variable que podemos ajustar y tenemos que evaluar es la tasa de inóculo. Se recomienda una tasa de 0,75 millones de células de levadura para fermentaciones tipo Ale y 1,5 millones de células de levaduras para fermentaciones Lager; pero estos valores son los recomendados como punto de inicio, está bueno que experimenten y encuentren el valor que tenga el mejor efecto sobre la cerveza. Para Ale hay quienes utilizan una tasa de 1 millón de células porque para esa cepa es la tasa que optimiza su fermentación y el producto final. Determinen la tasa de inoculo que funciona para ustedes.
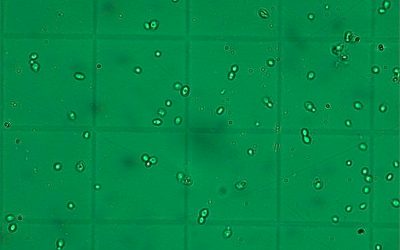
Una vez que sabemos cuánto tenemos que inocular hay que calcular qué cantidad de células tiene la crema que se cosecho. Y este es el punto donde hay que diferenciar los que tienen microscopio de los que no. La gran ventaja que tiene es el uso del microscopio es que puedo ver en qué condiciones está mi levadura. El parámetro que aplica en este punto es la viabilidad, este concepto refiere a cuántas de las células de levadura están vivas, de esta manera se si mi crema tiene una buena calidad o no, y puedo hacer un inóculo más preciso porque tengo en cuenta solo las levaduras vivas. Esta posibilidad de evaluar en mayor detalle también nos da mayor seguridad y nos permite sortear situaciones como por ejemplo tener una levadura guardada en frío hace mucho tiempo y dudar de su estado, la miramos en el microscopio y definimos si la usamos o no. El recuento de levaduras se hace utilizando un hemocitómetro (Cámara de Neubauer), una herramienta de precisión que permite calcular cuantas células por mililitro tengo en la crema que coseche y la determinación de la viabilidad se hace mediante el empleo de colorantes vitales que permiten una diferenciación colorimétrica entre las células vivas y las muertas, el colorante más utilizando en cervecería es el Azul de Metileno.

Muchas veces van a cosechar más cantidad de levadura de la que van a usar, la conservación de levaduras es posible, el tema es cuánto tiempo. Hay cepas más robustas y cepas más sensibles por lo que siempre está bueno ir a lo seguro y si no pueden evaluar la viabilidad no la dejen más de una semana. Para darles un ejemplo concreto de las dos cepas de levadura seca más utilizadas en Argentina, la cepa inglesa es más sensible que la cepa americana. Si tienen microscopio pueden dejarla en frío y evaluarla al momento de usarla, pero siempre tengan en cuenta que una levadura tenga alta viabilidad no significa que está optima fisiológicamente hablando así que no se confíen en una levadura que hace mucho tiempo está guardada en frío.

Y ya como último punto, es fundamental que organicen su cronograma de cocciones, para poder planificar tener mostos que me permitan tener levaduras para cosechar. Lo ideal es poder reutilizar levaduras que hayan fermentado un mosto simple de baja densidad con condiciones de estrés mínimas, es por esto que recomiendo en la línea de reutilización ir de mostos simples a mostos complejos y no al revés, y en el caso de fermentar cervezas en condiciones más extremas saber que ese va a ser el final de nuestra levadura. Esto es una recomendación y va a depender de la disponibilidad de levadura que tenga al momento de necesitarla. Sé que en la práctica muchas veces se necesita usar una levadura que viene por ejemplo de una cerveza lupulada y si no hay otra hay que usarla, pero traten de que no sea la regla. La disponibilidad de levadura también va a estar relacionada con la cantidad de cepas que usen, cuantas más menor va a ser la disponibilidad y más compleja va a ser la reutilización. Como recomendación, si están empezando traten de mantener el número de cepas al mínimo para poder encontrarle la vuelta y una vez que lo manejen puedan introducir cepas nuevas. La idea de la reutilización es que tenga un impacto positivo sobre la calidad y obviamente sobre el costo, pero como les dije al principio si no lo hacen bien puede ser una pesadilla y bastante frustrante.
Entrar en el mundo de las levaduras es un viaje de ida y créanme cuando toman el control del inóculo que usan van a confiar más en lo que pueden evaluar, y cada vez que arranquen con un nuevo inóculo van a sufrir un poco. Implementar herramientas de control de calidad en fábrica nos permite tener un mayor control del proceso y estandarización del producto. Espero que estos datos sean de utilidad y que puedan empezar a pensar en implementar la reutilización en su fábrica, empezando de a poco y sabiendo que es un proceso que al final va a tener un resultado más que satisfactorio.
Artículos similares
Blend de cepas y SACC trois
Realizar mezclas de distitnas cepas de levaduras puede abrir el abanico de perfiles a posibilidades infinitas. Mariano Balbarrey nos cuenta su experiencia.

Visita a Russian River Brewing Company.
Russian River brewing company, la cervecería creada por Vinnie Cilurzo , pionero en IPAs de la costa oeste y uno de los grandes referentes en el movimiento craft de USA, también tiene una de las fábricas más lindas que hayamos visto.
Procesos: Cómo trabajar para maximizar rendimientos y minimizar las mermas
Una opinión de Hernán sobre como encarar los procesos y equipos para obtener los mejores resultados que nuestros recursos nos permiten.
Excelente ultimo podcast charlando sobre procesos relevantes para cerveceros caseros. Aun no logro entender como el canal gourmet o cualquier otro no tiene un programa dedicado a la cerveza artesanal con toda la historia, procesos, diversidad, presente y futuro, ojala algún día podamos ver a alguno de ustedes. Algo comentaron sobre el final de diseño de recetas a escala home, a lo que me gustaría que agreguen es algunos cálculos basados en el rendimiento de los equipos y en las densidades finales que pretendemos lograr para que las recetas y los resultados finales sean mas estables y equilibrados en el tiempo. Otro tema que me encantaría es cerveza de guarda en botellas. Abrazo chicos y gracias por transmitir sus conocimientos.
Gracias por los comentarios Luciano, son dos grandes temas que tenemos pendientes!!! Saludos
Clara! Muchas gracias por el artículo súper interesante y claro. Gracias por compartir!
Genia Clara!!!